你知道汽车涂装工艺有哪几部分组成吗?具体怎样涂装呢?小编介绍最全的汽车涂料涂装工艺并附实例,让您一看就会。
一、汽车涂装工艺组成部分,见下表。
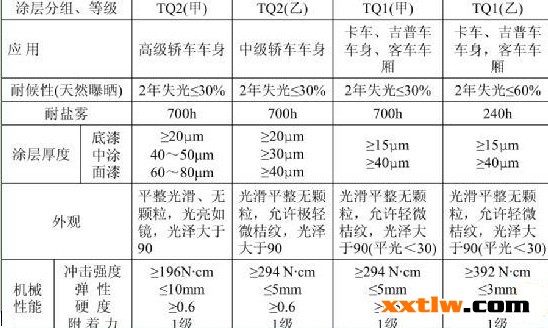
二、汽车涂料选择
从涂层厚度来看,汽车涂层是复合涂层。
像高级轿车,采用4C4B或5C5B涂层体系,即分别涂底漆、中涂漆、面漆和罩光清漆共4~5次,并烘4~5次;
一般轿车则采用3C3B涂层体系,分别涂和烘底漆、中涂和面漆;
卡车、吉普车车身和覆盖件及客车车厢采取2C2B涂层体系,即分别涂和烘底漆与面漆。
对于厚度40μm面漆,都采用湿碰湿工艺喷二道后一并烘烤。
对于厚度50μm的中涂层,可采取喷一道烘干、打磨再喷—烘—打磨工艺,使之表面有足够平整度;也可采用湿碰湿工艺方式,减少烘干能耗。
三、确定漆前处理和工艺方式
四、选择涂装方法和设备
五、选择干燥方式
六、汽车涂漆工艺实例
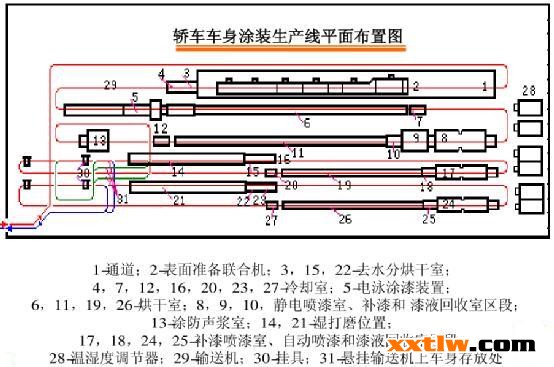
详细过程见下面实例。年产25万辆轿车车身涂漆工艺过程 (材质:镀锌板):

1.上件 将检验无锈白件挂于专用悬链上。
主要设备与工具:推杆悬链,气动升降台,专用挂具
工艺管理项目: 表面平整度和锈蚀程度
2.漆前处理
设备:九室联合磷化机
设备:九室联合磷化机
(1) 喷脱脂液使用材料:弱碱清洗剂
工艺条件:pH9.6~10,50~52℃,68s
工艺管理项目: 碱度、温度、清洗质量,槽液每周换二次(2) 浸脱脂液:使用材料:弱碱清洗剂
工艺条件:pH9.6~10,50~52℃,316s
工艺管理项目: 碱度、温度、清洗质量,槽液一年换一次(配油水分离器)
(3) 喷洗自来水喷42s,每天更换
(4)表调(或浸洗) 表调剂:pH7.2~7.5,153s;或纯水。
工艺管理项目:水质和颗粒杂质,每周更换二次
(5) 喷- 浸磷化使用材料:锌盐磷化剂(配槽液和补加液),NaNO 2
工艺条件:TA27~29,FA1.4~1.8,52~54℃,421s,膜厚~2g/m2,
工艺条件:TA27~29,FA1.4~1.8,52~54℃,421s,膜厚~2g/m2,
促进剂3.8~4.7点,含渣量≤300ppm,
工艺管理项目:TA、FA促进剂等(2h测一次),温度,沉渣,磷化膜质量
槽液连续使用不更换(配循环过滤装置,自动监测补偿装置)
(6) 喷—浸水洗自来水,153s
工艺管理项目:水质,每周换二次
(7) 喷—浸铬酸钝化钝化封闭剂,153s
工艺管理项目:浓度,每周换一次
配套设备: 铬废液专用处理装置
(8)去离子水浸—喷冲洗循环去离子水和纯净水,153s
工艺管理项目:水电导值
配套设备:制纯水装置,二周换一次
(9)干燥工艺条件:35℃-110℃-70℃,10min
主要设备: 热风循环对流低温烘道
(10)冷却强制冷却室
3.电泳涂底漆
(1)阴极电泳:
使用材料:PPG和BASF阴极电泳漆
工艺条件:固体份20%±1%,pH5.6~5.9,26℃±2℃,电导率
1000~1300μs.cm-1,颜基比0.55/1,库仑效率<30毫克/库仑,干膜厚16~20μm,电压340~400V,120~180s
工艺管理项目:固体份,pH,电压,温度,电导值,颜基比,膜厚及均匀度,外观
主要设备:二条电泳线,悬链中部5~10。起伏,配备超滤装置,
每小时循环2~6次
(2)电泳后冲洗:
①超滤液浸洗;
②新鲜超滤液喷洗;
③循环去离子水喷洗;
④新鲜去离子水喷洗
工艺管理项目:纯水电导值
配套设备:超滤器2套,纯水装置2套(超滤膜60m2/套,
透过量2.7吨/套•小时
(3)热风热干水滴
(4)烘干:工艺条件:165~180℃,15~23min;
工艺管理项目:温度及分布;
主要设备:高温烘道2条
(5)冷却、检查工艺管理项目:外观及膜厚(测厚仪)
配套设备:压缩空气冷却室
4.车身密封 涂压敏胶的密封胶条
(1)粘贴工艺孔(耐热压敏胶带密封小工艺孔)
(2)车内焊缝粗密封(注射密封胶):密封胶,高压喷枪
(3)粗密封较深焊接缝(密封胶条贴实封闭):密封胶条胶,毛刷
(4)螺丝、螺孔用塑料套管和胶纸保护;较大工艺孔用密封塞封;
(5)车底、车内顶部、车门等处装防震隔热隔音板:各类规格隔音板
(6)车底、车身下部200mm以内及前后冀子板喷涂1.5~2mm厚车底涂料:
PVC抗石击涂料,高压喷枪
(7)揩净飞扬到车身上的车底涂料
(8)局部打磨、转入地面链:400#水砂纸
(9)车身前、后、门等外部细密封(压涂密封胶):密封胶,高压喷枪
(10)车身外表揩净,修补底漆
(11)密封胶预干燥(100~130℃,6~7min),使之凝胶
5. 中涂
(1)局部打磨材料:800#水砂纸;工艺管理项目:外观
(2)擦掉灰尘工艺管理项目:尘埃;配套装置:静电自动吸尘驼毛掸
(3)车身外表自动喷涂材料:中间层涂料
工艺条件:湿碰湿二道,干膜厚度达40~50μm
工艺管理项目:涂料粘度
配套设备:喷漆室,旋杯静电喷枪左、右各4支(顶部5支)
(4)车身前后、车内手工喷涂中间层涂料,空气雾化静电喷枪
(5)晾干 3~4min,闪干室
(6)烘干:180℃,18~20min;工艺管理项目:温度和分布;设备:烘道
(7)冷却、检查工艺管理项目:膜厚,外观;设备:冷却室
6.喷面漆
(1)局部打磨 800~1500#水砂纸;工艺管理项目:外观
(2)检查修磨工艺管理项目:外观
(3)擦灰配套装置:静电自动吸尘驼毛掸
(4)车身内表、前后部位手工喷涂材料:氨基烘漆或闪光漆
工艺管理项目:粘度
工艺条件:湿碰湿二道
配套装置:手提式静电喷枪
(5)车身顶部、左右二侧自动喷涂工艺材料和条件:氨基烘漆或闪光漆,
湿碰湿二道
配套装置:旋杯式静电喷枪(11支)
(6)闪干 5~8min,晾干室
(7)烘干:135~140℃,18~20min
工艺管理项目:温度
配套装置:中温烘道
(8)冷却、检查
少数颗粒,轻微流挂:1500#水砂纸打磨→粗抛光→细抛光;
明显缺陷则返修(返修线按20~25%设计)
材料:1500#少砂纸、布轮
工艺管理项目:外观,厚度,硬度
7. 喷防护蜡
(1)车身内部侧面盒形结构内腔薄喷防锈蜡喷枪,薄型防锈蜡
(2)车身内底部盒形结构内腔注防锈蜡注涂,厚型防锈蜡
(3)车身前后端部盒形结构内腔四叶子板底部厚涂防锈蜡
(4)控净车身外表飞溅蜡液溶剂汽油
(5)封堵内腔喷蜡孔专用橡皮塞
8.送总装,整车喷蜡